2021-04-08
Share


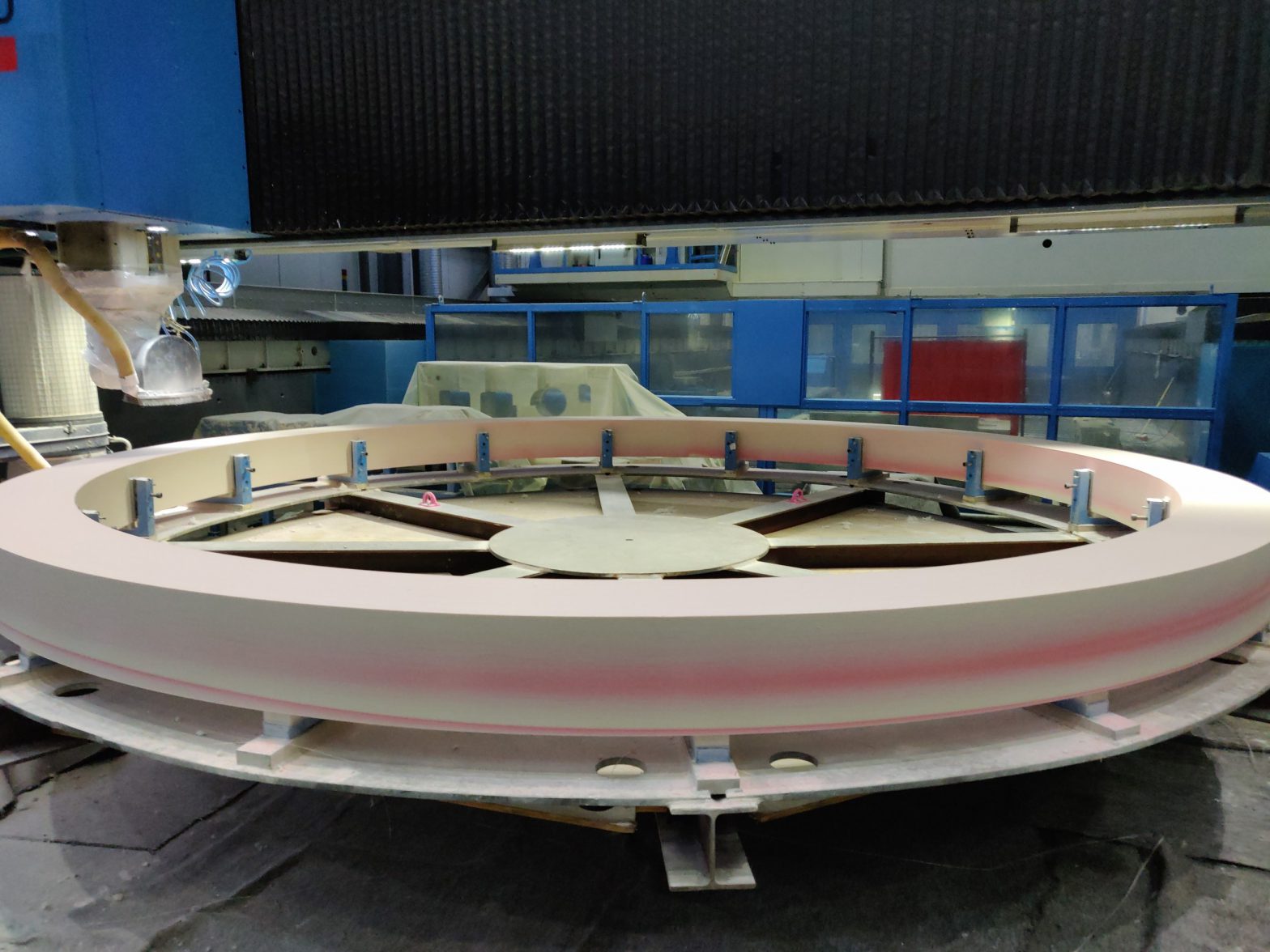
Manufacturing of the tenth ITER Pre-Compression Ring (PCR) in progress, CNIM, Toulon, France, November 2020. F4E has signed a contract with CNIM for the production of the PCRs.
Another component has reached the end of its fabrication cycle and another procurement, managed by F4E, has been successfully completed. Although, the acronym of the Pre-Compression Rings (PCRs) has a familiar ring to the popular COVID-19 diagnostic tests, in ITER these are “comfort cushions” that will take the pressure off the Toroidal Field coils from potential stress and fatigue resulting from the confinement of the burning plasma. Europe is the sole party responsible for the production of the nine PCRs, handed already to ITER Organization in July 2020. An extra one, however, was ordered. It was completed earlier this year bringing the total production to ten. Each of the PCRs has diameter of approximately 5 m, a cross-section of roughly 300 mm x 300 mm and weighs slightly more than 3 tonnes.
Through a contract signed with CNIM their fabrication has been carried out in a special facility, located in the company’s factory in Toulon, France. The main fabrication steps are the following: winding, curing, machining, inspection and proof testing. We start by winding a pultruded laminate, made of special epoxy resin reinforced with S-glass unidirectional fibers, along the trajectory of the ring. As the tooling is slowly bending the material, a bonding tape is applied on its layer. This helical movement is repeated more than 150 times until the PCR consists of multiple layers to be “cured”. Afterwards, any excess material is removed to arrive at the right form, and the component goes through inspection before performing the final proof tests.

For those involved in their production this is an important milestone because all components have been successfully produced, and delivered. The collaboration between F4E, CNIM, and Exel Composites, their subcontractor, has been solid. Eva Boter, following their fabrication on behalf of F4E from the start, explains, “We have come a long way from the production and testing of mock-ups to the completion of all PCRs. In spite of some initial challenges we faced with the production of the component, not only we managed to deliver on time but we also provided an extra one.” Angela Hernandez-Sanchez, following closely the collaboration with Exel Composites, is also delighted with the results. “Although the component is less complex than many others we have to produce for ITER, getting the materials and method of production right from the start was challenging. Once we got them right, and sorted out the logistics, we went full speed.”
For Alessandro Bonito-Oliva, Magnets Programme Manager, this is another component off his list. “Initially, we started by trying a different technology. However, as it didn´t deliver promising results, we pursued in parallel an alternative based on pultruded composite. Once we were confident with the results delivered by CNIM, we fully focused on this technology to meet the tight ITER schedule. Team spirit, commitment and the will to go the extra mile brought us here today. We are pleased with the final results both in terms of quality and in terms of timing. We had the capability to react to the initial difficulties, and to explore alternatives in order to produce these components,” he says.