2020-01-20
Share


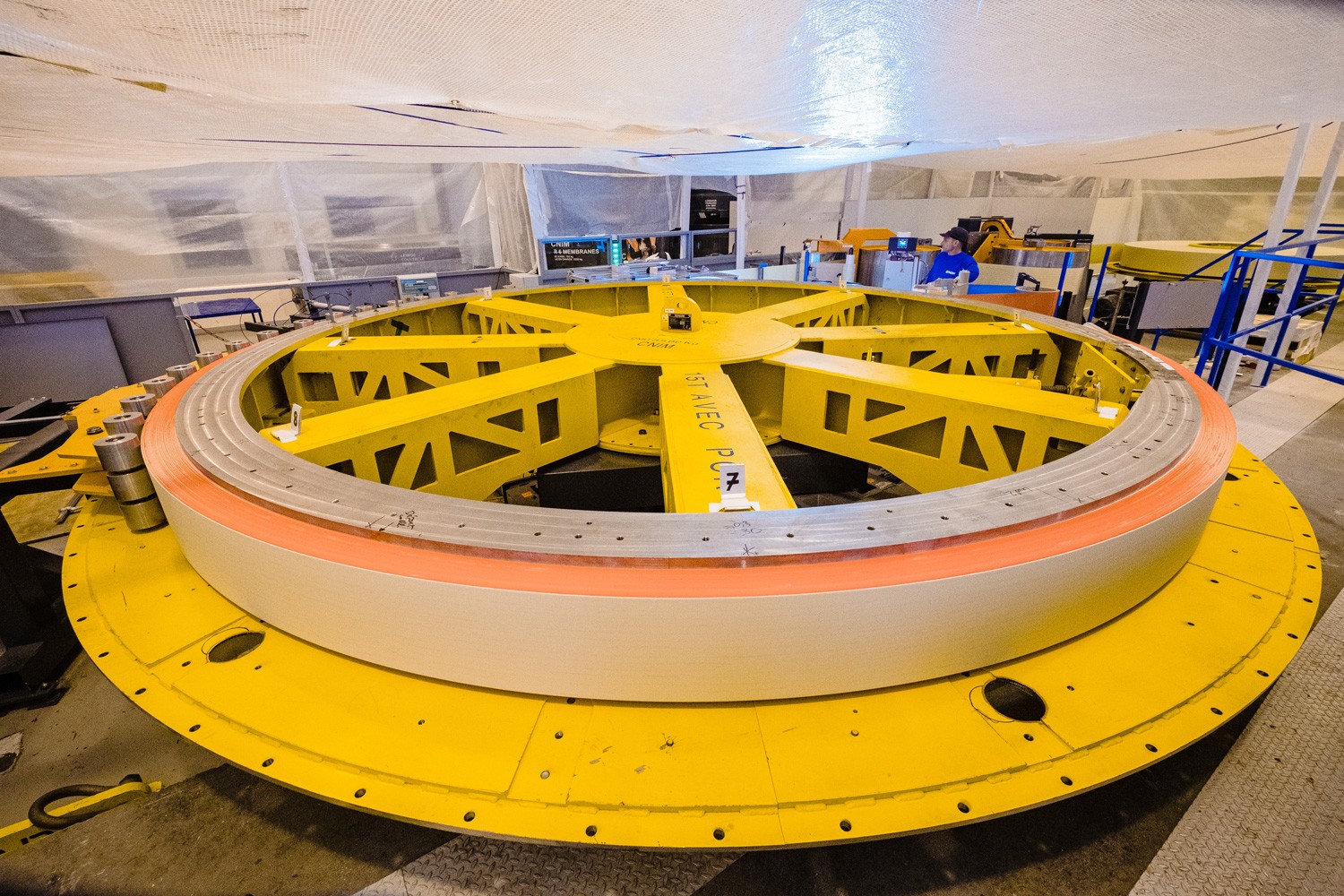
Winding machine being used to produce a Pre-Compression Ring, CNIM, Toulon, France ©CNIM
The technicians have just started their shift in CNIM’s factory in Toulon. Another day in the production of the ITER Pre-Compression Rings (PCRs) is about to begin. With six out of the nine rings manufactured, and five fully tested, their objective is to deliver all by mid-2020. Five have already been delivered to ITER. After going through the learning curve for the development of prototypes, the suppliers have mastered the fabrication techniques and keep going on a galloping pace.
The PCRs will absorb any deformation or fatigue experienced by the ITER Toroidal Field coils, responsible for the massive magnetic cage which will confine the super-hot plasma of the machine. The main material used for this “stress relief component” is pultruded laminate, wound along the helical circular trajectory. As the winding tooling is slowly bending the material, a bonding tape is applied between its layers. This helical movement is repeated several times to wind the required number of layers. Afterwards, it is cured at 65 °C. Next, the component enters the stage of machining. Each of the PCRs will have a diameter of approximately 5 m, a cross-section of roughly 300 mm x 300 mm and will weigh slightly more than 3 T.
Looking back into some of the important lessons learned, we spoke to Angela Hernandez and Eva Boter, F4E Magnets, following their production closely with CNIM and their suppliers. The first manufacturing steps take place at Exel Composites (Finland), where the fiberglass laminate used for the PCRs is produced. Angela, who is managing the first stage, explains that “…new equipment and processes have been introduced to facilitate the production. For instance, position sensors had been installed to assure the correct insertion of the peel ply.”

Eva monitors the work unfolding in Toulon, where most of the PCRs fabrication unfolds. “Now, it takes two months on average to produce an entire PCR. To get there a series of improvements were introduced. First, the two teams of operators are organised differently, suiting better the needs of production, and second, they have picked up the necessary skills to perform these tasks confidently.”

Alessandro Bonito-Oliva, F4E Magnets Programme Manager, highlights how the new strategy and work arrangements have proved beneficial. “The fabrication of six out of the nine PCRs translates to 70% of their production. This very good result stems from the solid collaboration between F4E, CNIM, their suppliers, and the new manufacturing strategy that we put in place so as to meet the tight schedule. I’m pleased to say that we now have the industrial know-how to produce them.”
Even if there are only three PCRs left to do, the activity in CNIM’s workshop in Toulon is not slowing down. Working as one team, F4E and CNIM, are keeping the tempo. It feels like a race until they make it to the finish line. Only this time the end is near.