2020-04-16
Share


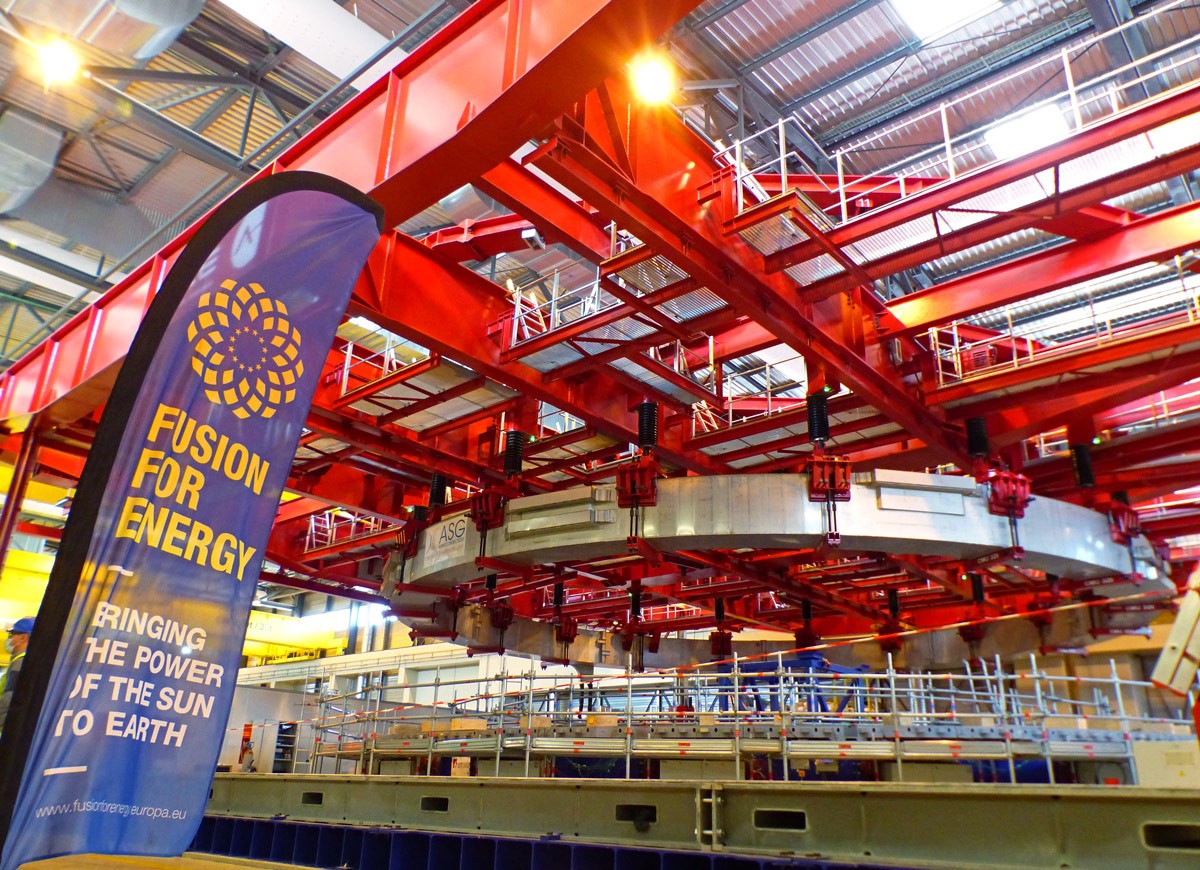
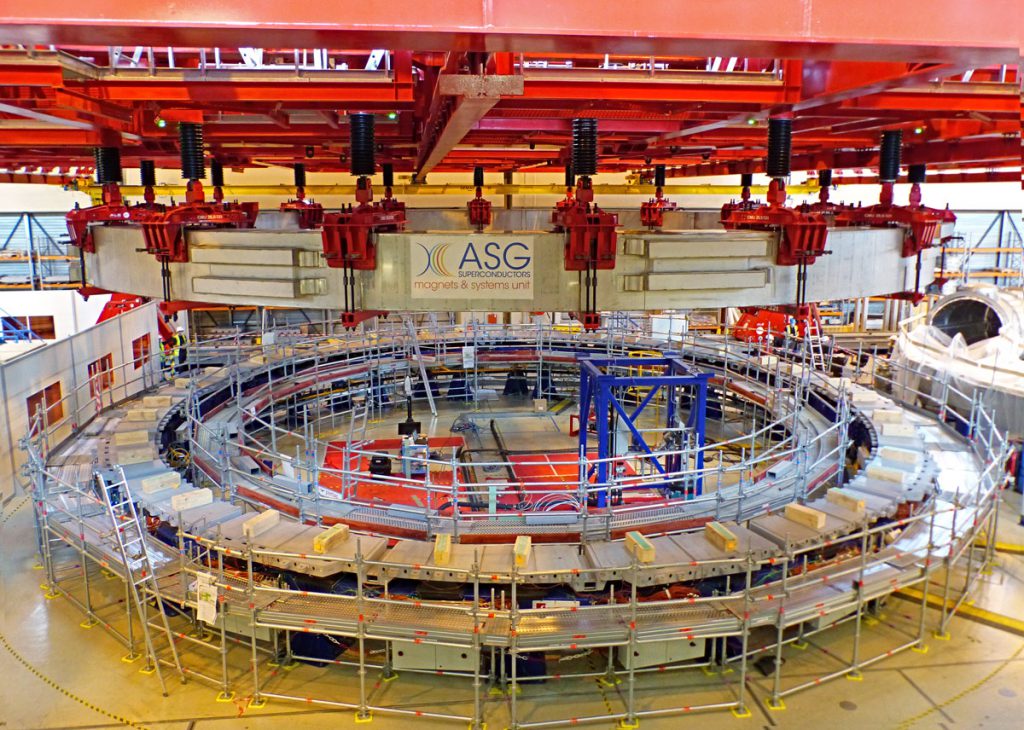
Lifting the fifth Poloidal Field coil for ITER from the impregnation station in order to be moved to the final assembly station. Works performed by the contractors of F4E in the Poloidal Field coils factory, funded by Europe, located on the ITER site, Cadarache, France.
Europe is responsible for five out of the six Poloidal Field coils that will operate in the ITER device to control the shape of the plasma and its stability. In a factory set up on-site, funded and operated by F4E, four of the PF coils will be manufactured with the involvement of various European companies such as Sea Alp, ASG Superconductors, CNIM, Elytt, Criotec Impianti. But don’t be fooled by the size of the vast workshop, which is approximately 250 m long x 45 m wide. It is full of equipment. Teams of people work in shifts complying with strict health and safety standards, complex workstations and cryostats are in place for the fabrication and testing of the voluminous magnetic rings, four cranes do the lifting exercises moving components from one station to another. And much of the activity unfolds in parallel which makes good planning an essential prerequisite. However, due to the outbreak of coronavirus more safety measures had to be taken, affecting the overall level of activity.
In spite of the challenging circumstances, Europe’s magnets team has been working meticulously to meet two objectives: impregnation and lifting certification. Towards the end of March, the fifth Poloidal Field coil went through impregnation, during which 3000 l of resin were injected to impregnate the glass/kapton insulation of the magnet made of 8 double pancakes. To guarantee that insulation is free of any air bubbles, vacuum is pulled to remove the air, and subsequently epoxy resin is injected inside the coil with a pressure up to 3 bars. Finally, the resin is cured to obtain good mechanical and electrical properties. Then, the magnet is sealed inside a thin stainless steel mould.

After impregnation, the coil weighing approximately 280 t is lifted, and moved to its final workstation so that technicians can remove the impregnation mould in order to start its final assembly. “The impregnation of the fifth Poloidal Field coil was carried out smoothly and according to our expectations. We perform our tasks as planned,” explains Ander Loizaga, F4E Project Officer, following the impregnation.

There has also been progress with the second Poloidal Field coil which is undergoing ground insulation. Parallel to these fabrication activities, it was time to perform an important check to one of the cranes. So how about killing two birds with one stone? The annual certification exercise of the gantry crane able to lift up to 425 t was the perfect opportunity to validate the equipment by lifting the freshly-impregnated coil. Under the supervision of F4E, the teams of ASG Superconductors, Mammoet (formerly ALE), and Bureau Veritas carefully carried out the operation which lasted a full day. Special clamps and lifting accessories were developed to lift the coil and carefully rotate it so that it gently moves in the factory.
“We performed this exercise successfully by getting all companies to collaborate as one team. They complied with the additional COVID-19 measures we have taken, carried out the certification of the equipment rigorously, and lifted an invaluable component that we started manufacturing in the PF factory in August 2017. It was a good combination of critical activities which brought the fifth Poloidal Field coil closer to its completion. Now ASG Superconducors can start with the removal of the impregnation mould in order to check the quality of the work done,” says Pierre Gavouyere-Lasserre, F4E Project Officer for Magnets.