2017-07-26
Share




There are many interests vested in ITER. Broadly speaking, the majority of people count on it to find out how fusion power could contribute to tomorrow’s energy mix. Others, however, are prepared to go one step further, and use the biggest fusion device as a stepping stone, in order to extend their know-how and transfer it to the machine that will follow. Engineers working in the field of Test Blanket Modules (TBMs) belong in the latter category and are seeing beyond the near future. Here is why: to achieve a fusion reaction we need deuterium and tritium— two hydrogen isotopes that in the case of ITER will be supplied. In future, scientists would need to find a way to breed tritium in the machine. The role of TBMs is to explore this possibility to make the fusion power plants of the future self-sufficient.
Europe has developed two types of TBMs that will be located at the 16th equatorial port of ITER. Each of them will consist mainly of steel box containing the tritium breeder, neutron multiplier materials as well as a series of heat extraction plates. During the last two years, technicians had to manufacture mock-ups of these boxes in various sizes, in order to identify the best welding techniques that will be applied at the time of production. F4E together with a large group of partners consisting of Atmostat, CEA Saclay/Grenoble, Alsyom, Commercy, Airbus, Bodycote and CETIM have successfully developed a preliminary welding procedure on a full size mock-up of the TBM box measuring 1.7 x 0.5 x 0.7 m.
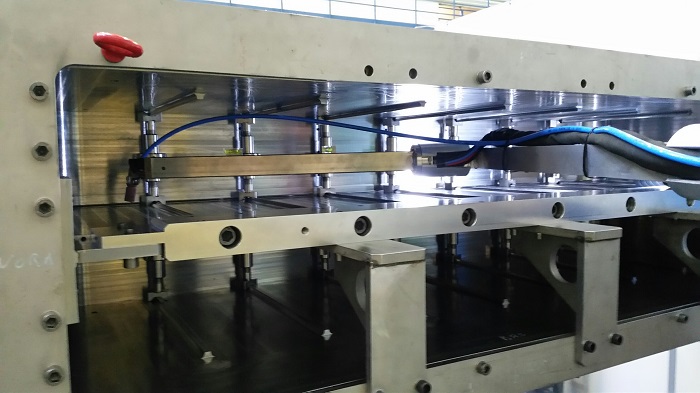
The challenging task was carried out using a Tungsten Inert Gas (TIG) welding robot to carry out the welding operations in the tight and limited space of the box. In order to cope with any distortions resulting from the operation, and keep the surface of the box intact without damaging any of its internal channels, special clamping tools were designed and used during tests.
The exploration of welding procedures is expected to come to an end during the next two years in order to draw some technical conclusions. After welding procedures conclude the cycle of qualification, in line with the regulatory requirements, then the real manufacturing phase will begin. In future trials the box will be made of EUROFER97, the candidate steel that Europe is considering to use for TBMs, which responds well to neutron activation with a good resistance to neutron
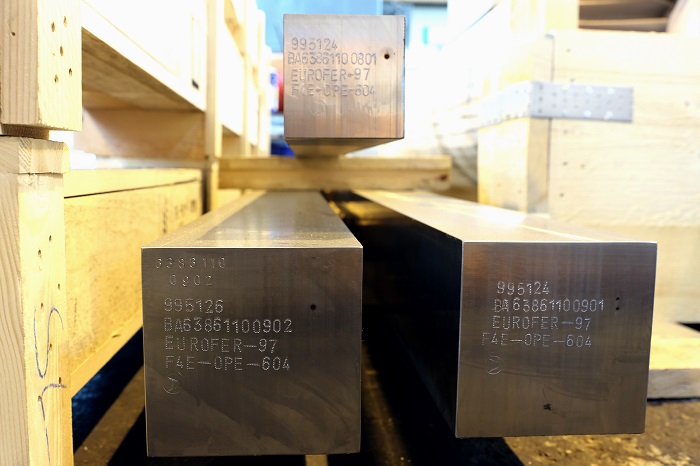
The production of EUROFER97, contracted to Saarschmiede GmbH Freiformschmiede, has been completed. A total of approximately 27 T have been manufactured in the form of special plates and bars of various thicknesses from 1.2 to 45 mm.
